
| Field | Details |
|---|---|
| Project Category | Desalination Plant |
| Project Type | Build – Operate – Own – Transfer (BOOT) |
| Role | Developed by a consortium comprising Metito Utilities, Orascom Construction, Aberdeen Investcorp, ADNOC and TAQA |
| Location | Abu Dhabi, United Arab Emirates |
| Capacity | 500,000 m³/day treatment capacity, plus a 75 km water transmission pipeline and 230+ km in-field distribution network to support reservoir pressure maintenance in the Bab and Bu Hasa fields |
| Year of Award | 2024 |
| Status | Under construction |
Archives: Case Study
East Port Said Seawater Reverse Osmosis Desalination Plant

Introduction
The Egyptian Government awarded the joint venture (JV) comprising Metito and Orascom the East Port Said Seawater Reverse Osmosis (SWRO) Desalination Plant under the Armament Authority of the Egyptian Armed Forces and technical supervision of the Engineering Authority of Egyptian Armed Forces-Water Department. The project is in alignment with Egypt’s water security targets by securing the domestic water requirement for a new urban and industrial area in East Port Said. The 150,000m³/day plant is the primary source of drinking water for almost 1 million residents.
The USD130 million plant is built on 79,000m², including an area designated for future expansions to provide up to 250,000m³/day of clean drinking water. The project site was carefully selected to be in proximity to East Port Said city, which is the key beneficiary of the produced water.
With hard work, commitment, and dedication to the highest level of quality, health, safety, and environmental specifications, the East Port Said SWRO plant completed 5million man hours without a single injury or time lost during the construction of the plant. This was an outcome of regular audits carried out through the series of health, safety, and environment (HSE) training.
Metito’s scope of work for this turnkey project covers the design, supply, installation, commissioning, startup, operation, and maintenance for one year.
The project was commissioned and delivered in 2021. Metito is currently performing the operation and maintenance.
Innovation
The East Port Said SWRO plant is a true testament to Egypt’s progressive and visionary leadership. It is a great example of how the Egyptian Government engages with the private sector in achieving national water security targets and in improving the quality of life for its citizens.
Metito utilized the most suitable selection of processes for the East Port Said plant according to the location parameter including:
- Using water beak type seawater intake instead of pipes, due to the location’s shallow seabed
- A unique intake design by implementing Dissolved Air Flotation (DAF) and Ultra Filtration (UF) in pre-treatment to overcome the high turbidity of seawater in East Port Said
- Pressure exchanger for the most efficient energy recovery
- A calcite filter for post-treatment is also used for a safer transfer through the network
- %50 standby power generation system to ensure continued water production in case of a blackout
- Soil improvement techniques and piling to overcome the low soil-bearing capacity
Sustainability
Through Metito’s sustainability-focused solutions and employing advanced methods to recover energy from reject water (i.e., highly saline concentrated water), the East Port Said plant is designed to use the least amount of energy per cubic meter of produced water. This positively impacts operations and significantly reduces the project’s carbon footprint.
The standard power consumption of a plant per cubic meter of treated water was 5.5Kwh/m3 was reduced to 3.5Kwh/m3. Furthermore, attending to unique environmental measures, a total power saving of 109,500,000Kwh/year was also achieved. The plant minimizes its environmental impact by disposing of the highly concentrated saline water, the waste produced by the desalination process, in an eco-friendly and safe manner through a complex chemical process. The water is treated with specialized acids to equalize the pH level of the reject water and bring its salinity as close as possible to normal seawater, to protect the marine life in the water drainage area.
Metito is a circular economy enabler. Providing access to clean water betters public health and eliminates water-borne infections. This directly supports economic development, which is in line with the UN’s Sustainable Development Goals No. 11 – sustainable cities, and No. 6 – clean water and sanitation.
Agricultural Drainage Treatment, Recycling and Reuse Plant

Introduction
The Egyptian Government introduced a progressive, multi-pronged strategy to safeguard and preserve the nation’s natural resources through a comprehensive water security agenda that focuses on wastewater treatment, recycling and reuse and seawater desalination in coastal areas. This plan is inline with Egypt’s Sustainable Development Plan – Egypt Vision 2030, which focuses on economic, social, and environmental development.
Al Mahsamma project, located in the Ismailia Governorate, is the world’s biggest plant of its type, built over an area of 42,000 square meters with a of 1,000,000m³/day. The plant will contribute to the irrigation of 70,000 acres of land in the Sinai, as part of the government’s efforts to develop the region by creating sustainable urban communities and job opportunities in the area. The plant will also help preserve the natural ecology of the Al Temsah Lake, located west of the Suez Canal, which has been impacted by wastewater disposal throughout the years.
The USD100 million project has been developed by the JV Metito-Hassan Allam, under the supervision of the Armed Forces Engineering Authority. The JV scope of work for this flagship project includes the engineering, construction, operations (EC&O), commissioning and O&M for a period of five years.
Drainage water is transferred to the plant from Ismailia irrigation drainage canal, located west of Suez Canal, through two individual pump stations crossing underneath the Suez Canal (the old and new branches of the canal) into srabuim siphon, from which the water is further pumped through the plant’s pump station using 8 vertical turbine type pumps – six working pumps and two on standby – with each pumping at a speed of 7,000m³/hr.
Al Mahsamma was completed in a record twelve months, amounting to 2.5 million safe man-hours with no injuries or time lost. Latest technologies were utilized for the treatment of drainage water to produce suitable water for irrigation and land reclamation as per the highest quality standards and specs set by the Egyptian Government. Advanced digital and information technology are also being used to monitor the effectiveness of operations and to ensure the quality of water remains compliant with standards and specifications. The project site is equipped with an advanced laboratory for on-site water analysis and quality testing round the clock by dedicated experts.
Scope of Work
The main scope of the JV project included:
- Engineering and civil design
- Civil material supply
- Civil construction
- Installation of electromechanical equipment
- Testing and start-up
- Commissioning on a turnkey basis
- Operation and maintenance for 5 years
Metito scope covers:
- Process and electromechanical design
- Procurement, supply of electromechanical equipment
- Coordination and supervision of civil works design
- Intake pump station with 8x7000m3/hr of vertical turbine pump
- 8 Flocculation tanks, dimensions of each 48.5m length and 8.5 width with 5 gate mixers of each tank
- 8 Tube settler clarifiers, 1.6m height lamella tubes
- 28 Disc filters with maximum flow rate 1600m³/hr and 25µ mesh size
- 3 Gravity sludge thickeners, 19m diameter, and 5m depth
- Mechanical dewatering stage with 5 belt press, 32.5m horizontal belt conveyor and 7m inclined belt conveyor for sludge
Key Benefits
Environmental Benefits
- A sustainable project turning wasted drainage – the capacity of 1,000,000m³/day into a valuable source of water for the irrigation of 70,000 acres in dryland area of Sinai Peninsula
- Making available 1,000,000m³/day for irrigation purposes only by using energy equivalent to 0.1kWh/m³ – result of optimized and efficient design
- Minimal environmental footprint with effective use of land and making available 1,000,000m³/day for irrigation purposes only by using energy equivalent to 0.1kWh/m³ – result of optimized and efficient design
- The project will play a role in developing a sustainable community in line with the UN SDGs, creating more job opportunities and encouraging more investment in the area
Challenges
- Al Mahsamma plant was completed in a record 12 months, compared to the 24-36 months period industry-standard for projects of such scale
- Due to the strategic location of the plant and proximity to the Suez Canal there were many restrictions and limitations on communication and transportation to and from the site during the development of the project. Moreover, work had to be halted at times, to ensure uninterrupted navigation in the Canal
- Minimal land was required to be utilized for this project due to the strategic location with required efficient fitting of huge equipment into limited areas
Seawater Reverse Osmosis Desalination Plant

Introduction
In line with the Egyptian government efforts to fortify water resources and reinforce water security, Egypt has witnessed a breakthrough in the development of lifeline water projects. The main objective behind this strategy is to address the low water levels of the Nile River, being the main source of fresh water used in various applications such as: drinking, agriculture, irrigation, industrial, among other potable uses.
One of the most iconic water projects among this growing portfolio is Al Galala Seawater Reverse Osmosis Desalination Plant (Al Galala SWRO) with a capacity of 150,000m3/day.
Al Galala city is one of the most ambitious projects in Egypt with the vision to become a world-class touristic and residential destination. The entire city is built on 19,000 acres loft land, on top of the highest plateau of Al Galala mountain with a breathtaking view of the Suez Gulf. The city is designed to include world-class hotels, water entertainment parks, an international marina, a commercial and residential complex and a university.
Al Galala SWRO project was developed by Metito, Orascom joint venture (JV), in accordance with the highest standards of quality, health and safety and with a full commitment to preserving the environment. Advanced energy saving technologies have been integrated in this project among which is reverse osmosis. Solid glass-lined steel GLS tanks, providing a wide array of tangible benefits, compared to cement or steel alternatives, have also been used.
Developing Al Galala SWRO was completed in record time despite the obvious challenges that by-factor being located in such an area. The plant is built opposite to a frequent flood site, creating the need to dig tunnels for seawater intake without affecting the main road then lifting desalinated water from coastal level to storage tanks over the mountain. The type of wet soil on which the project is built was also a challenge. However, all such obstacles were overcome and the JV surpassed the set timetable and successfuly commissioned the plant and produced water sixteen months after commencement of construction works. The average industry standards for a project of such size and capacity is thirty months.
Scope of Work
A Turnkey EPC project including operation and maintenance for 1 year.
Main Scope of Work
- Detailed design and engineering for the entire project including intake, civil works, process, mechanical and electrical work
- Supply of equipment
- Marine works
- Civil works construction
- Installation, commissioning and startup
- Onshore and offshore training
- Supply of spare parts for 1 year
- Laboratory and workshop
- Operation and maintenance for 1 year
Scope of Supply
- Intake and Outfall
- Seawater intake 1.6m diameter
- Seawater intake pumping station
- Brine outfall pipeline 1.4m diameter
- Total pipelines length 1,200m
- Pre-treatment
- Horizontal multi-media filters
- Chemical pre-treatment
- Micron filtration
22 Filters 3.8m Diameter 18m length
- RO System
- Desalination reverse osmosis system
- Energy recovery system (by Isobaric pressure exchangers)
- RO cleaning and flushing system
10 RO Skids, 15,000m3 / day each skid
- Post-treatment
- Remineralization system by:
- Calcite contactors
- Co2 injection system
- Degasser with blending tank and pump station
- Product water GLS tanks 60,000m3 capacity
- Product water pump station
- Remineralization system by:
- Electric and Automation
- Medium voltage switch gear
- Electric power panels
- Step down transformers
- Standby power generators
- Full automation and SCADA control system
20,000KVA standby generator set
Key Benefits
- Design of seawater intake and brine outfall fulfills environmental guidelines to sustain the rich marine life in the area.
- Reliable design assures a trouble free operation.
- Integrating a range of software (online hydraulic modelling and leak detection), hardware and services that integrates the concept of “Internet-of-things” and augments reality to monitor the plant’s water and electricity network, ensures a timely and comprehensive on line monitoring of the entire operations, consistent water quality and compliance to international standards and client specifications.
- Utilizing state of the art technology in energy recovery lowers energy consumption and carbon footprint to minimum level.
- Equipping the plant with standby generators secures 50% operating capacity for emergency situations and ensuring no downtime.
Demineralization Plant for Trinidad & Tobago Methanol & DiMethyl Ether Project

Introduction
Caribbean Gas Chemical Limited a joint venture enterprise led by the consortium of Mitsubishi Gas Chemical Company Inc., Mitsubishi Corporation and Massy Holdings Ltd., are building a Methanol and Dimethyl Ether plant in Trinidad & Tobago (TMD Project). Mitsubishi Heavy Industries (MHI), Japan were awarded the EPC contract for the project that involved a 200 m3/hr demineralization plant for boiler feed and process requirements. MHI awarded Metito the design and supply of a module-mounted demineralization plant which is a very unique requirement for a plant of this size and for the challenging circumstances due to site location, criticality of skilled manpower and their availability in the region of the project site.
To address this requirement Metito overcame some key challenges: designing and developing such a large capacity module-mounted demineralization plant using minimum module size; ensuring that the module-mounted plant is resilient and able to survive and sustain travelling 8,207 nautical miles through Arabian Sea, Red Sea, and the Mediterranean Sea before its trans-atlantic voyage.
Trinidad & Tobago Dimethyl Ether plant will fulfill the need of Methanol demand in the Caribbean region and beyond, paving way for cleaner and more sustainable energy for generations to come.
Scope of Work
To overcome the challenges presented by this project, Metito proactively minimized site activities by developing a unique module design and incorporating the dynamic packed-bed technology.
Within the scope of work, Metito was responsible for the complete design and engineering, manufacturing, inspection, supply of equipment and materials and delivery to Hamriyah Freeport Zone.
Deliverables included:
- Demineralization plant – 2x 192 m3/hr consisting of activated carbon filter (ACF) and strong acid cation (SAC)
- Corrugated plate interceptor (CPI) – 50 m3/hr
- Cooling water side stream filtration unit – 2 x 131 m3/hr
Module #1
- Dimensions 21.5m length x 6.75m height x 8.3935m height
- 4 Demineralization unit feed pumps, capacity 205 m3/hr (each stream) for further treatment
- 1 Activated carbon filter (piping and cabling)
- 1 Cation exchanger (piping and cabling)
- 1 Anion exchanger (piping and cabling)
- 1 Mixed-bed polisher (piping and cabling)
- Equipped with all electromechanical accessories
Module #2
- Dimensions 17m length x 6.75m width x 8.3935m height
- 1 Activated carbon filter (piping and cabling)
- 1 Cation exchanger (piping and cabling)
- 1 Anion exchanger (piping and cabling)
- 1 Mixed-bed polisher (piping and cabling)
- Neutralisation piping network
- Equipped with all electromechanical accessories
Module #3
- Dimensions 16m length x 6m width x 4.05m
- 4 Chemical tanks and 8 chemical dosing pumps (piping and cabling)
- 4 Regeneration pumps (piping and cabling)
Module #4
- Dimensions 6m length x 3m width x 2.69m height
- 2 DMW unit wastewater pumps (piping and cabling)
- 2 DMW unit agitation blowers (piping and cabling)
- Equipped with all electromechanical accessories
Module #5
- Complete Vario Frequency Drive (VFD), Programmable Logic Controller (PLC) and Control System housed in a 40′ standard container that controls the total plant.
Key Benefits
- Complete plant skid-mounted for demineralization unit including the pressure vessels.
- Asset protection resulting from a completely pre-tested and mock-assembled module at workshop to avoid any mishaps / short supplies at site.
- Water savings due to the packed-bed technology used for lower chemical consumption and thus lower water requirements.
- Multitude of environmental benefits due to the modularized plant designed by Metito.
Water & Wastewater Treatment Plants for Asam-Asam Steam Power Plant

Introduction
The Indonesian government awarded an international consortium, comprising Sumitomo Corporation and Toshiba Plant Kensetsu, a contract for a 2×65 MW coal-fired power plant for the city of Banjarmasin, located on the island of Kalimantan. This USD 300 million project was financed by the World Bank.
This project was truly unique and undeniable challenging due to many reasons, including: The salinity of the water source/the Asam River during the dry season, with the location being very close to the sea. This proximity causes a wide range of hourly changes in the quality of the raw water with the total dissolved solids varying from 30 to 27,000 mg/l, and the suspended solids varying from 5 to 690 mg/l.
Scope of Work
- Metito was responsible for the design and erection of the complete electromechanical works for this package, which comprised of the following treatment plants:
- River Water Treatment Plant with a capacity of 2×480 m3/h, incorporating solids contact clarification, sludge dewatering system and chemical handling facilities
- Seawater Reverse Osmosis Plant, constructed in 2 streams
- Brackish Water Reverse Osmosis Plant with a capacity of 360m3/day
- Demineralisation Plant for the Packed Bed process, with a capacity of 360 m3/day, comprising 2 streams of cation and anion columns followed by mixed bed polishers
- Ash and Coal Runoff (ACRO) Wastewater Treatment with a 12 m3/h capacity
- Metal Cleaning Wastewater Treatment Plant for boilers and air pre-heaters
- Sanitary Sewage Treatment Plant
- Skid-mounted cooling water chemical dosing packages
- Supply of chemicals for the operation of the water and wastewater systems and cooling tower
Key Benefits
- A total solution for the power plant water and wastewater treatment needs
- An efficient design that takes into consideration the varying quality of the feed water from seawater to muddy floodwater
- A novel technology and reliable design that meant trouble-free operation and minimum downtime
- Timely execution which was imperative for the startup of this power plant
- Full local support and customer service, in world-class quality, from a well-established company
Saadiyat Sewage Treatment Plant

lntroduction
The Tourism Development and Investment Company(TDIC) is the master developer for key cultural, residential and tourism destinations in Abu Dhabi.TDIC philosophy is based on delivering best practices across every segment in which it operates – be it luxurious resorts, eco tourism or world class cultural hubs.
Just 500 meters off the coast of Abu Dhabi, TDIC is developing Saadiyat Island,a unique place that will offer visitors, housing, cultural, social and entertainment facilities. Leighton Contracting, the main infrastructure development contractor of the island, chose Metito to construct and put into operation new sewage treatment works to serve the Saadiyat cultural district which encompasses Zayed National Museum, Saadiyat Beach, Saadiyat Marina, the Golf Course, an International School, Saadiyat Promenade, Arab World Museum, Saadiyat Lagoons, Saadiyat Retreat and Saadiyat Reserve 5 stars hotel.
In view of the prestigious nature of this development, the membrane bioreactor technology (MBR) was chosen for the project. MBR produces high quality effluent that can be safely used in open irrigation with no health hazard. Treated and disinfected effluent from STW is discharged to an irrigation network to be re-used for landscape irrigation.
Scope of Work
The project was awarded to Metito on design and build basis, that included design, supply, civil construction, installation, commissioning and operation for 1 year.
The sewage treatment plant (STP1) was designed to allow for an increase in capacity to accommodate the rise in occupancy of Saadiyat Island. The plant current average design flow is 11,000 m3/day whilst the maximum design capacity is 16,500 m3/day.
The plant comprises the following key stages:
- Inlet works
- Equalisation tank
- Biological treatment
- Disinfection
- Sludge handling
- Odour control
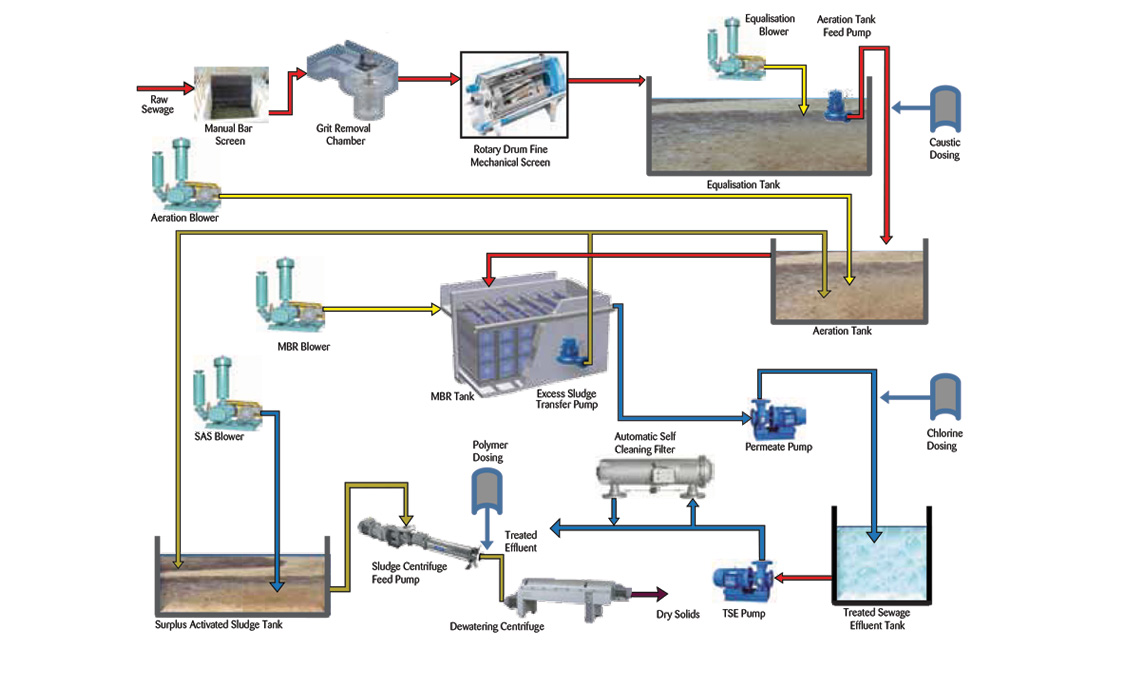
Process Description
Flow from the pumping stations arrives at a receiving chamber, where it is directed to the inlet works pre-treatment station. The station includes sand, oil and grease removers, a sand classifier, two fine screens (one duty and one stand-by), and one screw compactor for screened material.
Raw sewage from the reception chamber passes through screens to remove all floating material. Screenings are then discharged to a screw conveyor where they are compressed through a compactor and transferred to a receiving skip. The screened material is transported off-site by a registered waste contractor and disposed of to landfill.
Following screening, sewage flows to a vortex type grit chamber where it goes through a rotational flow pattern. The resulting sewage velocity is sufficiently high to prevent the settlement of light organic solids while the heavier sand and grit settle to the bottom of the tank. De-gritted sewage passes through a flow measurement channel to the equalisation tank for further treatment, while collected grit slurry is pumped and delivered to a classifier where water and grit get separated. Water is drained back to the equalisation tank, while solids are transported by conveyor belt to a skip and taken off-site for appropriate disposal.
Flow equalisation overcomes the operational problems caused by varying flow rate patterns, and improves performance of the subsequent processes. Equalisation also buffers BOD fluctuations and eliminates shock loading.
Air under low pressure is supplied through down feed pipes with diffusers to the bottom of the equalisation tank to prevent settling and septic decomposition of organic matter.
Aeration Tanks
Sewage is pumped by the feed transfer pumps to the aeration tanks. The aeration tanks provide an aerobic environment to ensure nitrification of ammonia and oxidation of BOD,which is achieved by the provision of high efficiency, fine bubble diffused aeration. The aeration tanks include an anoxic zone for effective de-nitrification.
The air blowers are provided with variable frequency drives linked to a Dissolved Oxygen (DO) meter, to maintain the desired residual DO concentration in the aeration tanks.
Two horizontally mounted rotor aerators are provided in each aeration tank, which help mix the activated sludge and increase the amount of oxygen by creating turbulence in the water.
pH Balancing – Sodium Hydroxide
Alkalinity in wastewater results from the presence of hydroxides(OH-),carbonates(CO3-), and bicarbonates (HCO3-). The concentration of alkalinity in wastewater is important where biological nutrient removal is used. Alkalinity is maintained within the required range by injecting sodium hydroxide in the aeration tanks.
Membrane Bio-Reactor (MBR) Tanks
Submerged membrane technology is an advanced cost effective technology. The MBR process is a suspended growth activated sludge one that utilises micro porous membranes for solid and liquid separation in lieu of secondary clarifiers (settling tanks).
There is a total of six membrane tanks which combine the function of solid separation and biological degradation. The membrane units remove solids to < 5 mg/l. They are scoured by coarse bubble aeration to prevent fouling. Provision has been made to chemically clean the membranes, usually twice per year, using dilute Sodium Hypochlorite for bio-fouling. A diffuser flushing system is also used to periodically flush the coarse bubble diffusers.
Surplus sludge is drawn from the membrane tanks at approximately 1.4% to 1.8 % dry solids, and is transferred to a tank.
Disinfection
The MBR process removes a large portion of bacteria from sewage. However, the effluent from the system may contain some pathogens due to contamination. For this reason, Sodium Hypochlorite is dosed into a Chlorine
Contact Tank to remove or inactivate the remaining pathogenic bacteria.
After disinfection, TSE from Saadiyat STP-1 is transferred to a treated water tank, and is used for irrigation on Saadiyat Island and as top-up water for Saadiyat Beach Golf Course Lake 15.
Excess sludge from the MBR tanks is pumped intermittently by the sludge recycle pumps to the SAS tank. The tank is provided with an aeration system to prevent the settling of suspended solids. SAS sludge is then transferred by progressive gravity pumps to sludge centrifuges for dewatering, aided by polymer injection.
Dewatered sludge is conveyed via screw conveyors to sludge skips, where it is taken off site by a registered waste contactor for disposal at landfill.
Structures that may generate odour include:
- Inlet works (channels & chambers)
- Equalisation tank
- SAS tank
- Centrifuges housing
All of these structures will be vented to the atmosphere via an odour control system.
The odour control unit includes two counter-current scrubbers in series, followed by an activated carbon vessel as a deodorising unit (DU). In addition, a second line of counter current scrubbers which are connected to the same activated carbon vessel, are connected together with a stand-by fan.
Hydrogen Sulphide laden air passes through the inlet ductwork and enters the odour control wet chemical scrubber.
Gases move vertically upwards from the low-level side inlet through the packing contained in the tower. A downwards flow of scrubbing liquor intimately mixes with the up-flowing gas resulting in removal of the sulphur based compounds. A conductivity meter monitors the conductivity of the re-circulating liquor.
From the first packed section of the scrubber gases pass to the second packed section where the process is repeated thus providing the final cleaning of foul air. Gases then exit the tower through a mist eliminator. Free drops of water are removed from the gas stream by impact on the chevron collection elements. Collected moisture coalesces into a sheet of liquid that drains freely back into the scrubber vessel.
The activated carbon vessel is used to further reduce the low H2S concentrations after the scrubbers.
The vessel is filled with regenerable activated carbon on which the malodorous organic compounds are adsorbed, and the incoming hydrogen sulphide catalytically oxidised in the fine pore structure of the carbon. The carbon used is vapour phase activated carbon that has been specifically developed for odour removal in sewage treatment operations.
A detection of hydrogen sulphide at the upper air sampling port indicates when the activated carbon has no further adsorption capacity for hydrogen sulphide, at which time it is regenerated.
The odour control installation is designed to the following standards:
| Flow Rate | 10.000m3/hour |
|---|---|
| Maximum H2S inlet concentration under natural ventilation | 500 |
| Mean H2S inlet concentration under natural ventilation | 200 ppm |
| Air Temperature | Ambient |
| Maximum H2S outlet concentration | 0.00047 ppm |
The STP is designed to treat domestic sewage. The influent characteristics are summarised in below table:
| No. | Parameter | Unit | Value |
|---|---|---|---|
| 1 | Flow (Average) | m³/d | 11000 |
| 2 | Peak Flow Daily | m³/h | 458.3 |
| 3 | Pumping Hours | Hours/d | 24 |
| 4 | pH | 7.5 | |
| 5 | TSS | mg /l | 270 |
| 6 | BOD5 | mg /l | 290 |
| 7 | COD | mg /l | 590 |
| 8 | NH4-N | mg /l | 30 |
| 9 | TKN-N | mg /l | 40 |
The project had a prerequisite requirement that necessitated the execution of an environmental impact assessment study before commissioning of the sewage treatment works. To accommodate this requirement, an Operation Environmental Management Plan(OEMP) was prepared to ensure that the operational activities of the Saadiyat STP-1 are managed in such a way that minimises the risks associated with land, water and air pollution, all in accordance with the requirementsoutlined in Federal Law No. 24 of 1999 for the Protection and Development of the Environment, and the Abu Dhabi Emirate Environment, Health and Safety Management System (EHSMS) Regulatory Framework (Decree42 of 2009).
Saadiyat Island is a bare land that is not connected to Abu Dhabi main sewage drainage system. This STP plant treats sewage generated on the island and the treated water is then used for irrigation purposes to maintain the green environment in the island. The need to construct a pipeline connection to the nearest sewage mains and additional pumping stations are eliminated, thus minimising the investments/financial exposure required.
Process Schematic Diagram
Seawater Desalination Plant

Introduction
The Pearl Qatar is an iconic and innovative mixed-use urban development in Doha, Qatar. The Pearl is owned and developed by United Development Company (UDC), a Qatari shareholding company with a mission to identify and invest in long-term projects contributing to Qatar’s growth. The island spans over four million square-meters of land that was meticulously developed into a masterpiece of private and modern living. The Pearl offers residents and visitors a complete lifestyle experience that includes residential units built to the highest international standards, a fantastic choice of retail, dining and hospitality outlets and a host of other amenities and facilities.
The Pearl’s first phase and gateway to the island also houses the world’s longest waterfront luxury retail walkway, the 3.5km marina-front pedestrian boardwalk called ‘La Croisette’. UDC awarded Metito the project to construct a Seawater Reverse Osmosis (SWRO) desalination plant to supply water for potable purposes, district cooling and irrigation with a flow capacity of 40,000 m3/day.
Due to the reclaimed nature of the land and its prime value, it was not permitted to construct a plant with conventional horizontal layout and this constituted a major challenge. To overcome this challenge, Metito adopted an effective, sustainable and practical solution; building a multi story structure comprising 4 levels:
- Basement floor: This stands at below seawater level where the filter feed pumps, pressure filters, product water pumps, irrigation transfer pumps, filter backwash pumps and air scouring blowers, are all housed
- Ground floor: Home to the cartridge filters, chemical conditioning systems, and carbon dioxide storage and injection system
- Mezzanine Floor: Houses the MCCs and LV systems
- First floor: This houses the high pressure pumps for 1st and 2nd passes, energy recovery turbochargers, 1st and 2nd pass membrane racks, control systems and 3.3 KV HV MCC for the huge 1st pass high pressure pumps
Another challenge was ensuring the treated water permeate salinity is less than 400ppm, in compliance with the local water quality standards. To overcome this challenge, Metito utilised the 2 pass RO system.
Scope of Work
The scope of work included design, engineering supply, installation and commissioning, and operation of the SWRO plant which required the following:
- Two travelling band screens for seawater intake
- Chemical conditioning for disinfection and coagulant dosing
- Six filtration forwarding pumps to feed the disinfected water to the pressure sand filters
- A total of 15 horizontal multimedia pressure sand filters to separate fine suspended particles and colloidal particles
- Pre-treatment through antiscalant and dechlorination agent dosing
- First pass SWRO plant and second pass Brackish Water Reverse Osmosis plant
- Post-treatment using chlorine, lime and CO2 injection
- Brine outfall pipeline
- Installation of two concrete seawater intake heads including coarse sea level
Key Benefits
Financial Benefits
- An efficient design that takes into consideration the stringent requirements laid down by the owner and the consultant, and that saves on the cost of prime land that would have been alternatively required to build a horizontal plant instead of multi story structure
Environmental Benefits
- Practical measures have been taken to preserve marine life and the surrounding environment after conducting an Environmental Impact Assessment study to assess the area affected by the construction and operation of the plant, and thereby develop the required measures to minimize environmental impacts
- The technologies used reduce the eco footprint of the plant as they are integrated using low carbon emission equipment such as turbo chargers which are able to recover energy from brine
Water and Wastewater Treatment, National Fertiliser Public Company

Introduction
National Fertilizer Public Company Ltd. of Thailand (NFC) constructed a modern NPK fertilizer plant, that included a Phosphoric Acid manufacturing unit, within the complex. As a natural result, the wastewater had an abnormally high content of various highly toxic pollutants like Phosphoric Acid & Fluorides coupled with Sulphates. The characteristics of this wastewater and the amount of waste to be treated, coupled with the strict environmental discharge regulations, required a tailor-made water management solution, and special treatment processes.
Due to the nature of the project and to such stringent requirements set by NFC, Metito was chosen and entrusted to execute the wastewater plant and other water treatment facilities. The plant was then classified as one of a few of its kind in the world.
Scope of Work
Metito took charge of the complete design, engineering, manufacture, inspection, testing and supply on FOB basis, supervision of installation & commissioning, start-up and performance testing for the complete water and wastewater treatment plant packages. The packages included;
- Process Wastewater Treatment Plant with a capacity of 100m3/hr to treat waste streams from the various production units. The plant units include a Hastelloy-C heat exchanger, a 1200m3 Acidic water-lined equalisation basin, automatic lime handling and dosing system, two lime silos each measuring 6.5m diameter and 31m high, pre-contact tanks, 15m diameter primary and secondary clarifiers, and belt press sludge thickeners with polymer dosing units
- Water Pretreatment System treating 310m3/h of raw water for process use, through solid contact clarifiers
- 20m3/h Ion Exchange Demineralisation Plant in two streams with anion and cation columns
- Ion Exchange Plant Chemical Waste Treatment Collection and Treatment System
- 168m3/day Extended Aeration Sanitary Drainage and Treatment System
- Distributed Control System for controlling all plant operation
Key Benefits
- A total solution for the fertilizer plant water and wastewater treatment needs
- An optimum design that takes into consideration the stringent requirements set by the owner and the project consultants
- More efficient project management since all packages are handled by one contractor: Metito
- An efficient wastewater treatment plant that takes into consideration the tough and varying quality of the feed waste with a practical Zero Liquid Discharge (ZLD)
- A reliable design that meant trouble-free operation and minimum downtime
- Full local support and customer service, in a world-class quality, from a well- established company
Surface Water Treatment Plant

Introduction
Sousa is a touristic city located on the south Mediterranean coast. It is home to several beach resorts that are flocked by thousands of tourists every year. The city constitutes one of the major income inducing areas for the Tunisian government, and such the Tunisian government decided to establish a new water treatment plant. The new plant has a capacity of 26,000m3/day for potable use, and can accommodate the increasing demand for the water in this busy area.
The client, SONEDE (Societe Nationale d’Exploitation et de Distribution des Eaux), tendered the project on an urgent basis in a bid to meet the anticipated increase in demand which was expected in the summer of 2004. Metito was entrusted by SONEDE to execute and deliver the plant within 4months from date of award. The project encompassed the complete design, manufacturing, installation and commissioning of the plant, followed by two months performance reliability test. Classroom and field training of client personnel were also part of the services rendered under this contract.
Scope of Work
Metito’s responsibility included the design and supply of the following electromechanical process equipment, arranged in 3 streams:
- Prechlorination system utilizing two sodium hypochlorite injection systems
- Coagulation and flocculation systems utilising alum and polymers
- 3 flash mixing tanks
- 3 flocculation tanks
- Packaged prefabricated steel tube settler clarifiers
- 3 break tanks
- Filter feed and backwash pumps
- 3 automatic dual media multi-compartment filter vessels
- PLC controls with Man-Machine interface
Key Benefits
- A total solution that accommodates the water needs at Sousa
- Prompt support for seasonal requirements
- Timely execution without compromising quality or the capacity required to kick off the project, which were both imperative for the project
- A packaged plant that could be easily and quickly deployed
- A reliable design that meant trouble free automatic operation and minimum downtime
- Full local support, and customer service, in a world-class quality, from a well established company